

Простой процесс производства стальных шариков
Формирование заготовки шара → удаление колец → грубое шлифование → мягкое шлифование → формирование заготовки шара → гладкий шар (или напильник → мягкое шлифование) → жесткое шлифование → тонкое шлифование → прецизионное шлифование (или полирование) → сверхточное шлифование.
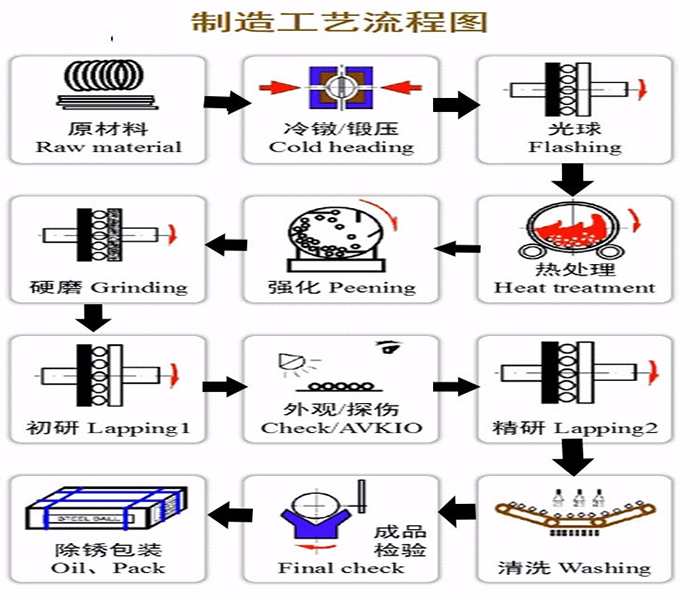
Подробный процесс производства стальных шариков
1. Волочение проволоки: растяните проволоку до желаемого диаметра с помощью волочильной машины;
2. Холодная высадка (ковка): поместите натянутую проволоку в машину для холодной высадки стального шара и используйте стальную матрицу внутри машины, чтобы выковать из нее заготовку шара;
3. Световой шар: две круглые пластины чугунного шлифовального шара внутри машины для светового шара прижимают и напиливают эмбрион холодной высадки, чтобы удалить внешнее кольцо и два полюса эмбриона;
4. Мягкий шар: две круглые пластины чугунного мелющего шара внутри машины для мягких шаров напиливают зародыш легкого шара, чтобы измельчить его до необходимого диаметра шара и шероховатости поверхности;
5. Термическая обработка: поместите шар в печь для термообработки, науглероживая, закаляя и отпуская его, чтобы придать ему определенный науглероживающий слой, твердость, ударную вязкость и разрушающую нагрузку;
6. Твердое шлифование: диск шлифовального круга внутри шлифовального станка создает давление и шлифует термообработанную заготовку шара, чтобы удалить слой черного оксида на поверхности шара и исправить точность шара;
7. Прецизионное шлифование/полировка: Прецизионное шлифование: Измельчите зародыш шлифовального шара в прецизионном шлифовальном станке для достижения необходимой точности и гладкости готового продукта;
Полировка и очистка: поместите шарик в полировальный барабан и вращайте его, затем очистите сферическую поверхность полирующим чистящим средством и водой, чтобы она стала чистой и блестящей;
8. Выбор внешнего вида: используйте ручной визуальный осмотр, чтобы проверить наличие дефектов на поверхности стального шарика, используйте микрометр для измерения истинной округлости, отклонения диаметра партии и используйте измеритель шероховатости поверхности для обнаружения шероховатости поверхности в качестве окончательной проверки;
9. Упаковка: Покройте стальные шарики/шарики из нержавеющей стали/подшипниковые стальные шарики антикоррозионным маслом и упакуйте их в картонные коробки или тканые мешки.
С развитием технологий спрос на большие подшипники для тяжелых условий эксплуатации в промышленности по производству оборудования еще больше увеличился с точки зрения количества и качества, и требования к количеству и качеству поддержки больших стальных шариков подшипников также должны быть соответственно увеличены. Изменение диаметра партии стальных шариков должно быть небольшим, шероховатость поверхности стального шарика должна быть небольшой, точность должна быть высокой, а разница между твердостью сердцевины и твердостью поверхности стального шарика должна быть небольшой. Диаметр больших стальных шариков подшипников теперь достиг 150–200 мм.
Процесс производства больших стальных шариков подшипников отличается от процесса производства обычных подшипников. Произведено следующее сравнение:
1. Процесс производства больших подшипниковых стальных шариков:
Резка - Ковка - Отжиг - Токарная обработка - Термическая обработка - Жесткое шлифование - Первоначальные исследования - Прецизионные исследования;
2. Процесс производства стальных шариков подшипников обычной спецификации:
Волочение проволоки - Холодная высадка - Легкий шар - Мягкий шар - Термическая обработка - Твердое шлифование - Тонкое шлифование;
Процесс производства импортных подшипниковых стальных шариков
1) Производственное оборудование с использованием импортных стальных шариков подшипников.
2) Сначала нажмите гидравлический цилиндр, чтобы продвинуть шлифовальную пластину до тех пор, пока стальной шарик подшипника не сможет поместиться между двумя шлифовальными пластинами.
3) Установите выпускное отверстие шара и держите его в незакрепленном состоянии. Прокрутите шпиндель так, чтобы пространство между двумя шлифовальными пластинами было заполнено стальными шариками, и отрегулируйте выпускное отверстие для шаров.
Лопасть для сбора шаров плотно прикреплена к торцу измельчающей пластины (или шлифовального круга) и закреплена на выпускном отверстии для шариков. На этом этапе рекомендуется приложить давление к двум мелющим пластинам, чтобы заставить шарик из хромированной стали вращаться.
4) Закройте защитную крышку, запустите водяной насос, запустите лоток для материала и запустите главный вал.
5) В соответствии с технологическими процессами каждого завода отрегулируйте скорость шпинделя и лотка для материала, а также отрегулируйте количество шариков, чтобы обеспечить равномерное распределение стальных шариков в каждой канавке направляющей пластины.
Распределены равномерно и не перекрываются.
6) Отрегулируйте давление шлифования, поверните переключатель давления на панели управления в открытое положение, отрегулируйте клапан повышения давления на панели гидравлической станции и поднимите его.
Укажите давление и зафиксируйте его на каждом заводе, а также обратите внимание на гидравлическую систему, чтобы поддерживать давление во время запуска.
7) В нормальных условиях работы необходимо регулярно наблюдать за рабочим состоянием, давлением, а также плавным входом и выходом хоста.
8) Когда стальной шарик достигнет указанного размера и качества поверхности, сначала уменьшите рабочее давление, а затем нажмите главную кнопку остановки.
9) Подготовьте контейнер для снятия стального шарика подшипника.